Primary vs. Secondary operations
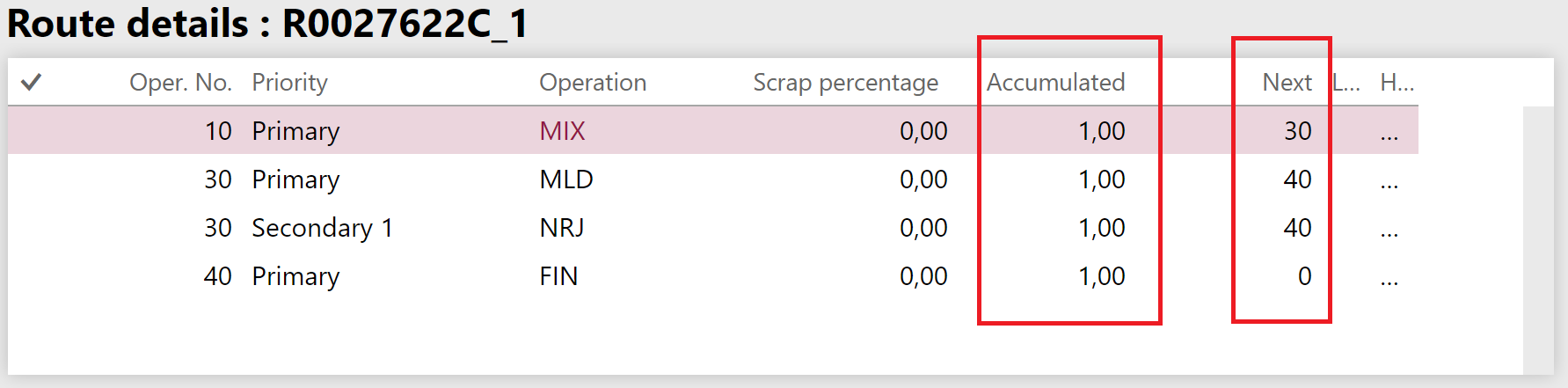
In Dynamics 365, production steps are called operations. Some operations are “primary”, meaning they control the main task, usually involving a machine or workstation. Others are “secondary”, like additional labour or support roles, running alongside the primary task. Primary and secondary operations share the same operation number but have different Operation IDs in Dynamics 365. They both run at the same time, and the primary operation controls how long the job lasts.
Setting up secondary operations for labour cost tracking
- Define distinct Production control > Setup > Routes > Cost categories for the machining and for the labour.
- In Production control > Setup > Routes > Route groups, create one group and activate the Setup and/or Process jobs appropriately. Check Job management and Capacity to make the jobs visible on the PFE terminal. Turn on the Setup time and/or Run time estimation and costing.
- Define secondary operations in the Route: specify the main machine task as the primary operation and the labour support task as the secondary.
- In Production control > Setup > Manufacturing execution > Configure production floor execution, choose Design tabs and make sure the button (Action) “Assistant” is placed onto one of the toolbars.
- Check if the system jobs Start assistance and Stop assistance exist under Time and attendance > Manage indirect activities > Indirect activities. Use Time and attendance > Setup > Wizards > Time and attendance configuration wizard if they don’t.
- Go to Production control > Setup > Manufacturing execution > Production order Defaults and check Assistants use secondary operations on the Operations tab. This setting lets assistants’ time be logged under the secondary operation, ensuring correct labour cost tracking.
- Make sure a dummy worker representing the machine exists alongside the real machine operator and they are activated for Time registration in the Time and attendance > Setup > Time registration workers.
- With the setup in place, Release a test production order.
- Open the Production control > Manufacturing execution > Production floor execution terminal, perform the initial configuration if needed. Choose the machine ID as a filter for the production jobs.
- Clock in the machine first with its fictive Badge ID. The PFE terminal opens the list of the primary jobs planned at the machine as shown on the screenshot above.
- Let the machine “Start job“.
- In a “shared terminal” scenario such as ours, the PFE terminal usually immediately logs the user=machine off, otherwise click Leaving / Log off.
- Log in as a human worker (machine operator) with your own Badge ID.
- Use the Assistant button on the PFE terminal to “attach” yourself as an assistant to the Pilot=machine.
- You will see a “You are now registered as an assistant” message right after. The machine becomes the “pilot”.
- Check Time and attendance > Inquiries and reports > Teams: there is now a Job pilot driving the primary operation and an assistant Worker attached to it.
- Check the time records of the day in the Time and attendance > Review and approve > Approve list: a Start assistance line has been recorded for the worker. The T&A module is quietly listening to everything what the pilot does:

- After a while, Clock out the human worker.
- Check the time records in Time and attendance > Review and approve > Approve: the T&A module has now copied all the records of Pilot=machine to the Assistant during the active assistance period, yet the Process Job ID is not the same, it is the one of the secondary operation with its distinct cost rate! This does not work properly if you register route operations instead of jobs. Specifically, a Job level = Route is a no-go in Production order defaults.

- Check Time and attendance > Inquiries and reports > Teams again: the team is disengaged. If the worker mostly serves the same machine, you may activate Permanent teams in the Production control > Setup > Manufacturing execution > Manufacturing execution parameters. This will auto-attach the human worker to the machine on subsequent clock-ins.
- At the end of the shift, assistants must clock out first: the Pilot can’t clock out until all assistants have done so. Indeed, you may now Clock out the machine.
Separate energy cost
Production and Manufacturing blog series
Further reading:
Assistance and Secondary operations in D365 for SCM
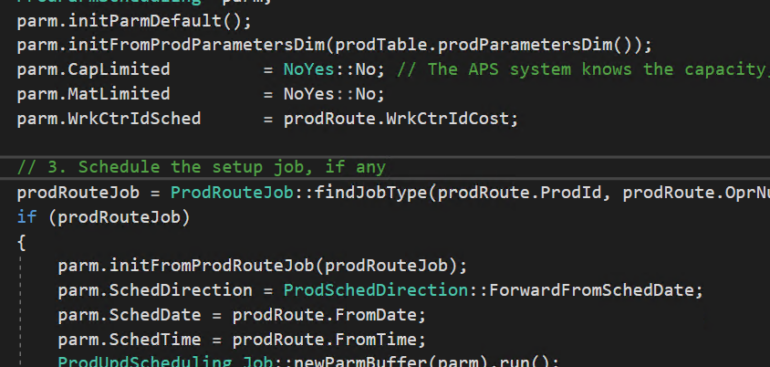
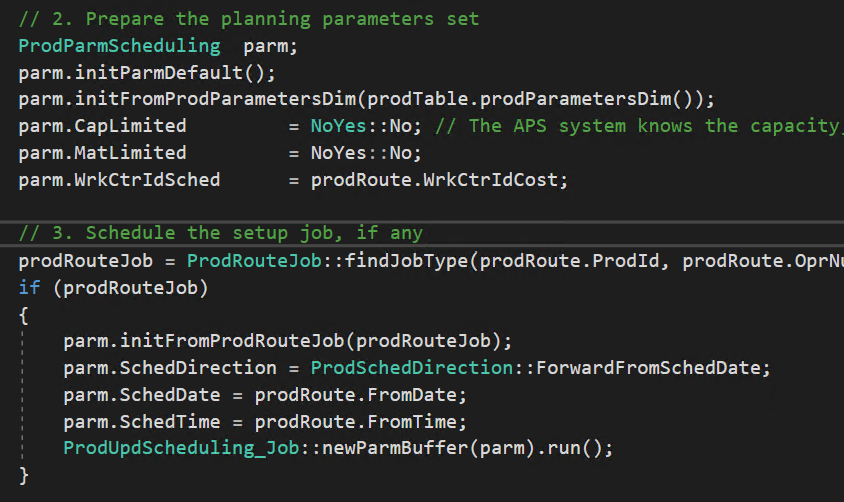
Integrate APS with Dynamics 365 for SCM
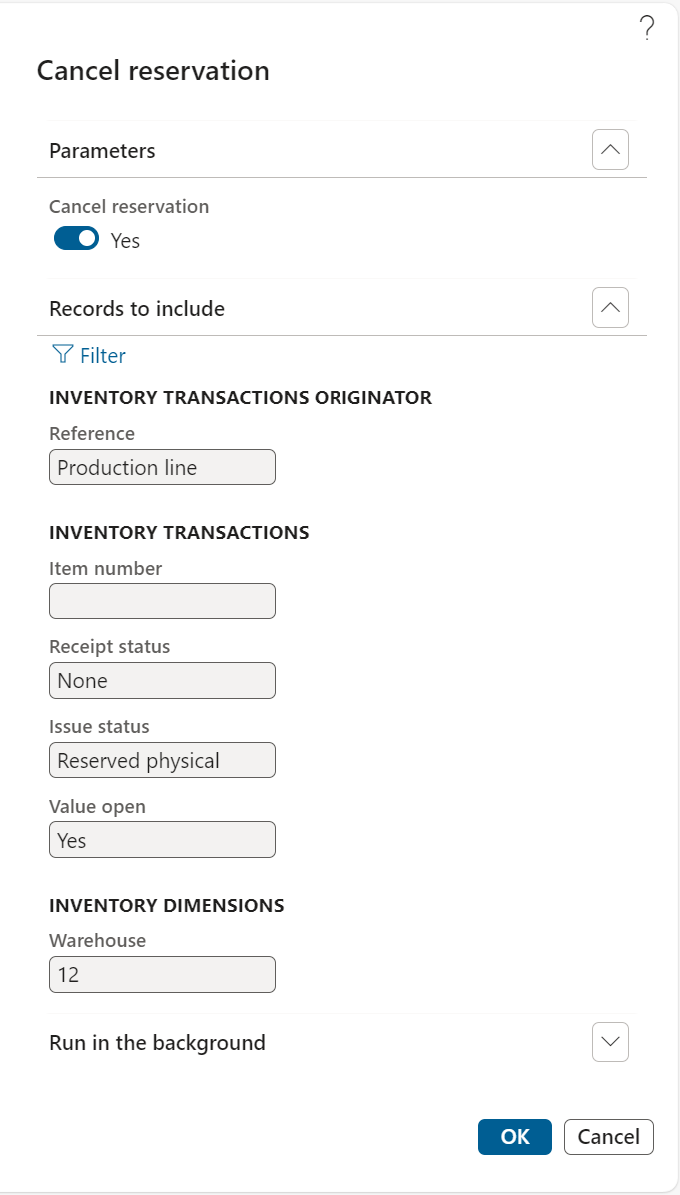
D365 Mass de-reservation utility
Picking list journal: Inventory dimension Location must be specified
Consumable “Kanban” parts in D365 Warehouse management
Subcontracting with Warehouse management Part 2
Subcontracting with Warehouse management Part 1
Semi-finished goods in an advanced warehouse
The case of a missing flushing principle