

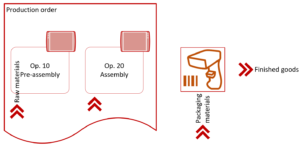
Low value parts such as bolts, screws, gaskets, clamps, and other fasteners, as well as small electric parts, are rarely retrieved from the main warehouse in the precise quantities by production order. Instead, they are stored in surplus at the workbenches, typically organized in boxes of various sizes. The usage of these parts is not actively monitored; rather, they are automatically deducted from the inventory based on the production bill of materials. Additionally, there is no manual counting of these items at the workbenches. Once the quantity reaches a predefined minimum level, the boxes must be promptly restocked, that’s why they may call them “Kanban” items.
The “canonical” solution in the Dynamics 365 Warehouse management is the Min/Max replenishment: https://learn.microsoft.com/en-us/dynamics365/supply-chain/warehousing/replenishment#minmax-replenishment The locations to replenish are the input locations of the resources. One box typically stores one item. One screw may be needed at multiple machines = locations. From the list of items at every location you derive the list of locations per item, and these become the fixed locations of the items at the production warehouse. In accordance with the Set up a min-max replenishment process – Supply Chain Management | Dynamics 365 | Microsoft Learn guidance, you choose Replenish empty fixed locations (because a voluntary non-fixed location must have a quantity > 0 to get initially replenished, but this condition is not necessarily met) and Replenish only fixed locations.
In practise, this canonical solution does not always work well. First, the min/max replenishment must be set up to happen often, every 5-20 minutes to simulate an immediate response to the demand. Yet the processes in the Dynamics 365 Warehouse management are essentially PULL processes, and the replenishment is as fast as the warehouse personnel pulls the new work from the queue. It is a different sense of emergency as opposed to seeing a red Kanban card brought by the production worker. If the warehouse workers fall behind, the D365 system is going to detect the critical shortage and include the small parts into the regular production waves, and pick them for the production order(s) in small quantities.
Second, the min/max replenishment relies on the stock level monitoring in the boxes, and the backflushed quantity should better be exact. But the workers sometimes use more parts than stipulated in the BOM. The stock levels in the locations are going to start accumulating errors, and the actual quantity in the boxes is likely to be less than expected, while manual triggering of the replenishment is not possible. In the end, some sort of a spot counting will be needed.
Moreover, at the factory I am consulting right now some of the items are vendor-managed (VMI): a salesperson visits the factory regularly and replenishes the boxes; only a few days later the invoice for the goods is received by the accounting. This makes the internal stock level monitoring an impossible task.
One may suggest deleting these items from the BOM altogether, but this is going to (1) remove the “sink” for the quantities so that the stock levels will continuously grow, (2) distort the price of the product and (3) confuse the workers who use the BOM as a reference. Another suggestion was to make these items non-stocked [in the item model group], but a non-stocked item may not be added to a BOM in Dynamics 365. One may also declare a product not eligible to the Warehouse management, but this choice of the Storage dimension group may only be made once at the beginning of the product lifecycle, while the list of “Kanban” items undergo optimization often.
The below solution that really works relies on the negative picking from a non-advanced warehouse. The negative stock and the auto-consumption at the machine will deplete the stock. The usual purchase delivery note / VMI invoice will increase the stock. Sometimes the stock level recorded in D365 will be higher than the real one, sometimes it will be lower, sometimes it may even be negative, but the production process will not stop because of one allegedly missing screw. The replenishment happens outside of the system in a manual Kanban process triggered by the worker at the machine, or it may be vendor managed, or driven by the warehouse personnel regularly looking for empty boxes.
The setup is as follows:
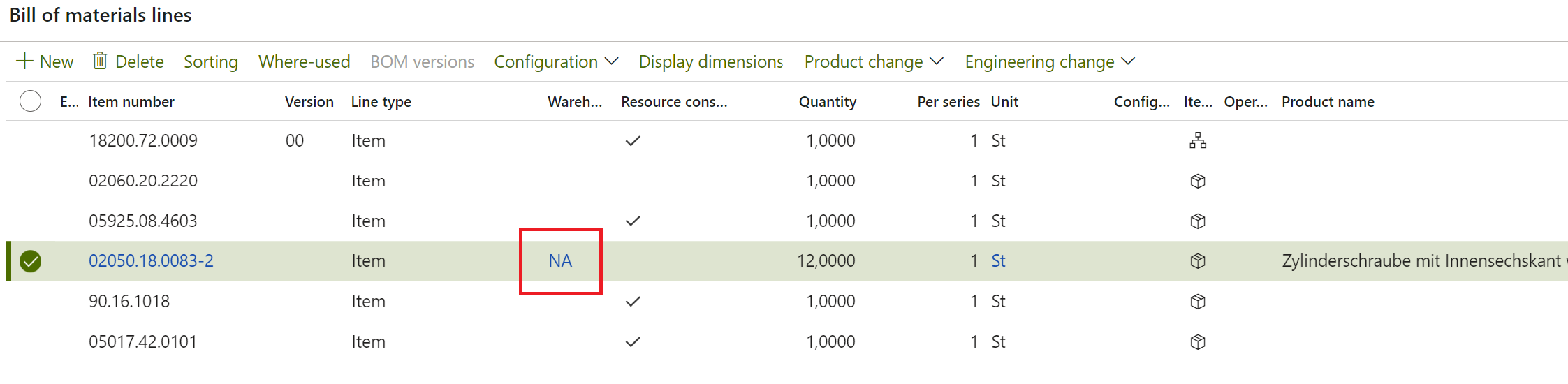
- Create a new warehouse (e. g. NA) where the mode Use warehouse management processes is turned OFF. Set some Default input and production input locations.
- Choose this warehouse in the Default order settings of the item as the default purchase and inventory warehouse.
- Create if needed a dedicated Item model group, where the Physical negative inventory = Yes. Apply it to the item.
- At the released product, keep the usual options Flushing principle = Finish, Material picking in license plate locations = Order picking. You may also want to set the coverage group to Manual.
- Make sure the production parameter Journals / Picking list journal / Pick negative is ON, because the negative picking is only allowed when both Physical negative inventory + Pick negative are ON.
- In the BOM, use the “Kanban” items mostly as usual, but do NOT select the Resource consumption as we want to consume them from the virtual warehouse NA.
Refer to the blog The case of a missing flushing principle for more insight on the backflushing.
Production and Manufacturing blog series
Further reading:
Assistance and Secondary operations in D365 for SCM
Integrate APS with Dynamics 365 for SCM
D365 Mass de-reservation utility
Picking list journal: Inventory dimension Location must be specified
Consumable “Kanban” parts in D365 Warehouse management
Subcontracting with Warehouse management Part 2
Subcontracting with Warehouse management Part 1
Semi-finished goods in an advanced warehouse
The case of a missing flushing principle